Four generations of Arthurs. 89 years in Memphis.
In 1937, Boyd Arthur Sr. — a B.F. Goodrich veteran — founded Manufacturers Rubber & Supply Company in Memphis, Tennessee. Nine decades later, his great-grandson runs the business. Same family. Same city. Same conviction that custom chemistry beats catalog products. Six locations across Memphis along the way — we move when we outgrow the building, but never leave the city. That continuity is the work.
In 1992, Boyd Arthur III spun off Arthur Rubber Company as a dedicated industrial roll covering and rubber lining manufacturer — a decisive bet on specialization. In 2006, after years of working summers on the production floor — starting in late high school and continuing through college at the University of Memphis — Boyd Arthur IV ("BJ") moved into Sales & Marketing. The fourth generation took the reins with technical depth most owners never have.
Today, Arthur Rubber operates from a 75,000 square foot manufacturing facility on Memphis's Harbor Avenue, with 150+ proprietary compounds, branded product families like Black Diamond and IronCore, and customers in 40+ states. We made the Inc. 5000 list in 2013 (#3,958). We're not a startup pretending to have history. We're a 4th-generation industrial manufacturer that's been compounding rubber for the United States since FDR was in office.


Boyd Arthur Sr., following a distinguished career with B.F. Goodrich — the most storied name in American rubber — founds Manufacturers Rubber & Supply Company in Memphis, TN. An entrepreneur's bet on service, quality, and America's industrial heartland. Four generations later, his great-grandson is carrying the work forward — and a fifth generation is soon to enter the business.
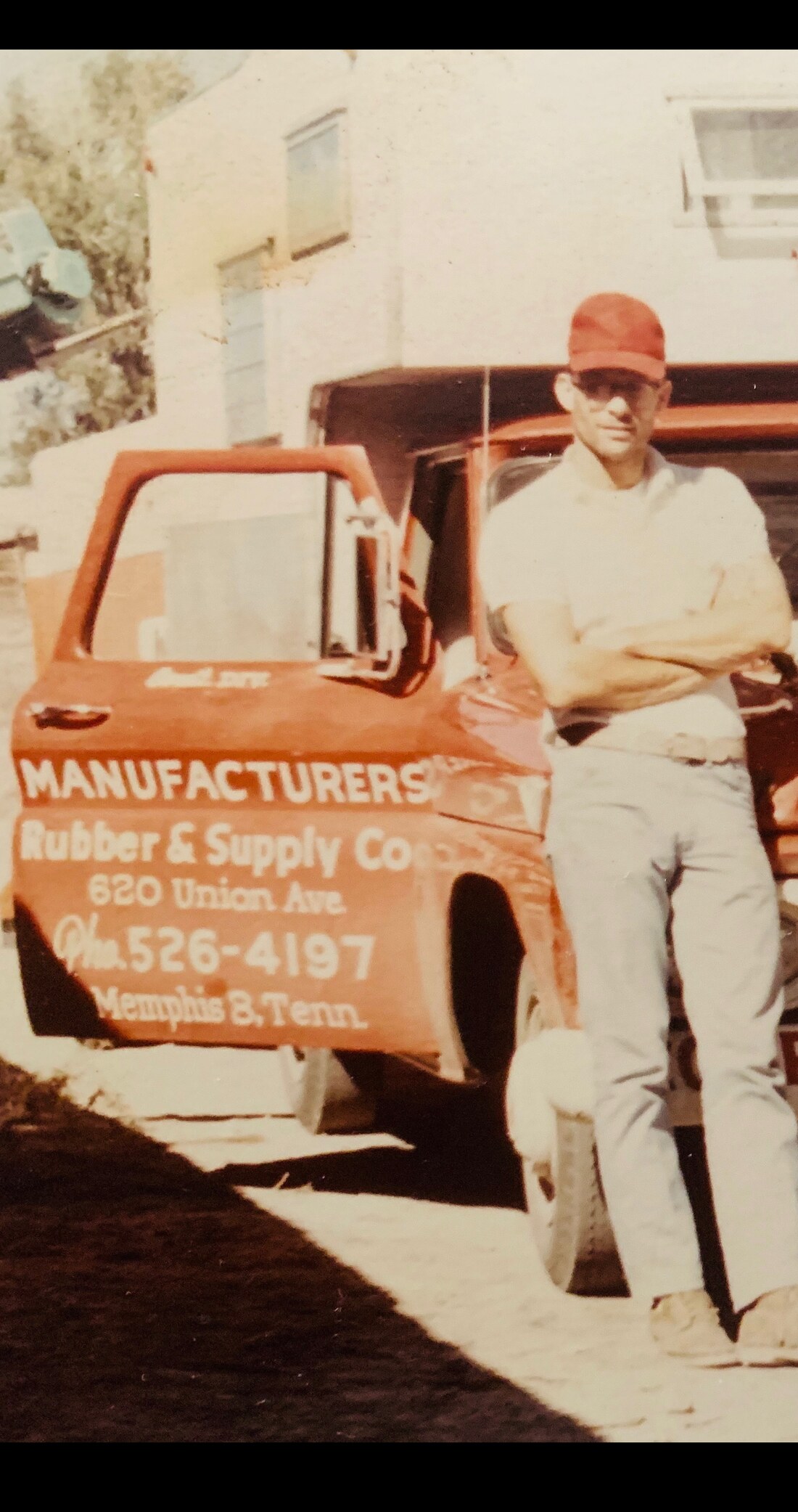
MRS expands through WWII and the postwar industrial surge. Memphis's position as America's distribution hub gives the company geographic reach across the Mid-South. A growing fleet of Manufacturers Rubber & Supply Co. delivery trucks — running out of 620 Union Avenue — puts rubber products into the hands of plants from Arkansas to Tennessee to Mississippi. Wartime production, peacetime manufacturing — the same trucks served both.
Boyd Arthur Jr. takes the helm and broadens the line into Fiberglass Reinforced Plastics — tanks, pipe, ducting, fume hoods, scrubbers — for the chemical and process industries flooding into the Mid-South. The product mix diversifies, the customer base deepens, and the seed is planted for two enduring family companies.
With Boyd Arthur Jr. at the helm, Manufacturers Rubber & Supply Co. doubles down on its Rubber and Fiberglass Division — servicing the chemical plants, paper mills, and process industries pouring into the Mid-South. Branded compound lines like Chesterton Valvelon and Corfan corrosion-resistant reinforced plastics become part of the everyday offering. Trade shows, an expanded sales team, and a growing footprint on 520 Union Avenue in Memphis establish MRS as the region's go-to industrial rubber and FRP house — setting the stage for the next generation's decisive pivot into manufacturing.

Boyd Arthur III spins off Arthur Rubber Company — laser-focusing on industrial roll covering, rubber lining, and custom rubber/urethane solutions. A decisive pivot from distribution to manufacturing specialization. The name changes. The mission sharpens.
After decades of running a broad rubber and fiberglass distribution business, the family makes a defining strategic move: splitting the original company into two separate businesses. Boyd Arthur III takes the roll covering and tank lining segments and forms Arthur Rubber Company — with a renewed, undivided focus on serving those markets at the highest level.
Starting in late high school, BJ Arthur begins working summers on the production floor — learning the business the way every Arthur generation has: with his hands. Through college at the University of Memphis, he keeps coming back — running every piece of equipment, learning every process, working alongside the operators who actually build the rolls. Not as a formality, but with purpose. By graduation, he understands the business from the inside out in a way no outsider ever could — the chemistry, the machinery, the people, and the customers.

Armed with production-floor credibility and a University of Memphis degree, BJ Arthur transitions into Sales & Marketing with a clear mandate: grow the company. He brings technical depth most salespeople never have — not just selling rolls, but solving problems from real experience. The growth era begins.
A major physical milestone: Arthur Rubber moves into a 35,000 square foot facility — a significant upgrade in capacity, equipment footprint, and operational capability. The expanded space positions the company to take on larger rolls, higher volume, and more complex customer requirements. Capabilities expand to include roll covering up to 69″ diameter × 25′ face length, full rubber lining services, mandrel sleeves, and 150+ proprietary compounds — with a fleet of flatbed trucks delivering direct to customers across 40+ states.
Arthur Rubber Company earns a coveted spot on the Inc. 5000 list (#3,958) — national recognition validating the specialization strategy and the family's manufacturing excellence. A Memphis industrial success story on the national stage.

A pivotal capability expansion: Arthur Rubber brings polyurethane roll covering fully in-house — no longer outsourced, fully controlled. New stainless casting equipment and a dedicated urethane mixing line take their place alongside the rubber operation. Urethane's superior wear resistance, tear strength, and load-bearing properties open entirely new markets and customer applications — from coil processing to high-load industrial nips.
Arthur Rubber relocates to its current 75,000 square foot facility — more than doubling capacity from the 2008 location. The expanded footprint enables full-scale industrial roll manufacturing: covering, grinding, balancing, rubber lining, urethane casting, and custom fabrication all under one roof. Built for the next generation of growth.
Arthur Rubber executes its largest single capability expansion in company history — significantly increasing both urethane casting capacity and rubber processing capacity. Built to meet growing national demand and support the next phase of aggressive growth. The infrastructure is now in place to serve customers at a scale few competitors can match.
As we close in on 90 years of history, Arthur Rubber Company continues to do what Boyd Arthur Sr. set out to do back in 1937: deliver custom-engineered solutions to American industry. Today we serve customers in 40+ states with 150+ proprietary compounds, a growing branded product portfolio, and the same founding principle that started it all: superior service, American-made quality, family accountability. Four generations in, with a fifth on the way — the legacy continues.
For nine decades, the Arthur name has stood for chemistry, craftsmanship, and family accountability. Soon, the fifth generation will step onto the production floor — carrying forward the same hands-on apprenticeship Boyd Arthur Sr. began in 1937. A new chapter is already being written.
5000
